 miko@tunto.cn
miko@tunto.cn

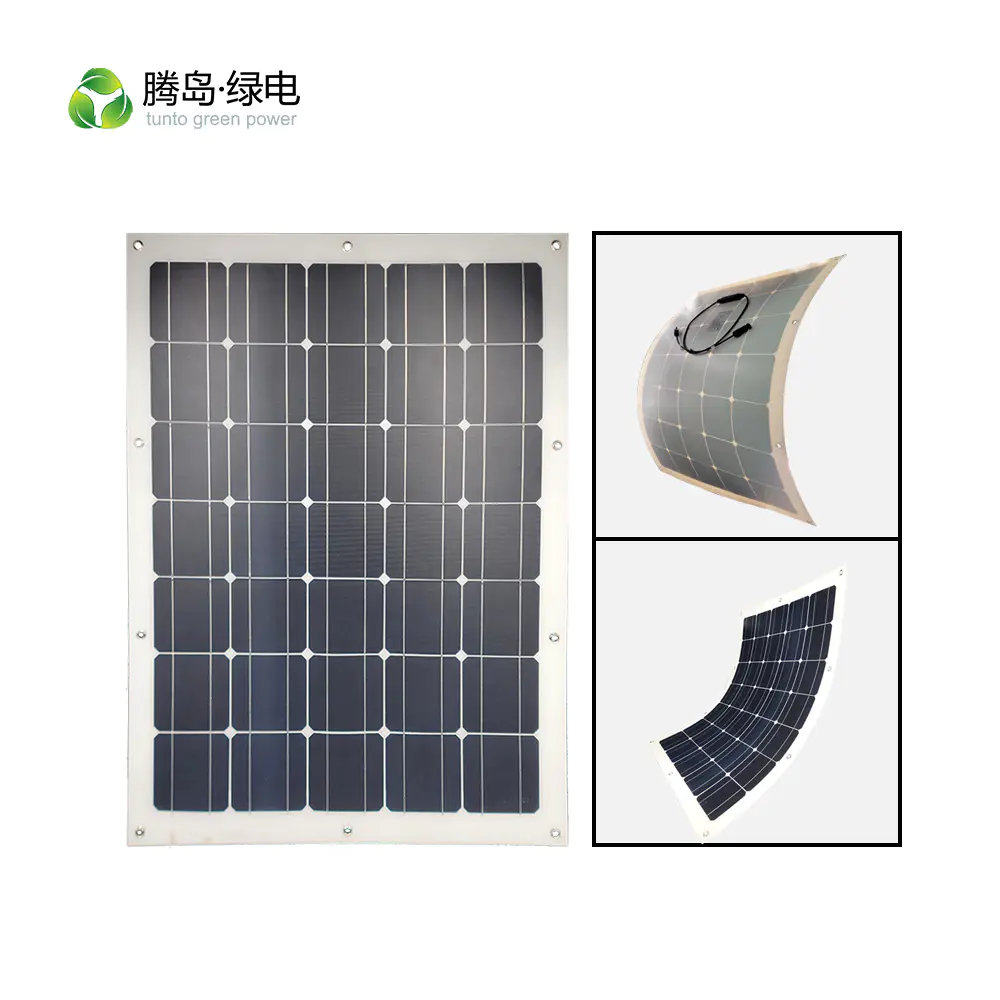





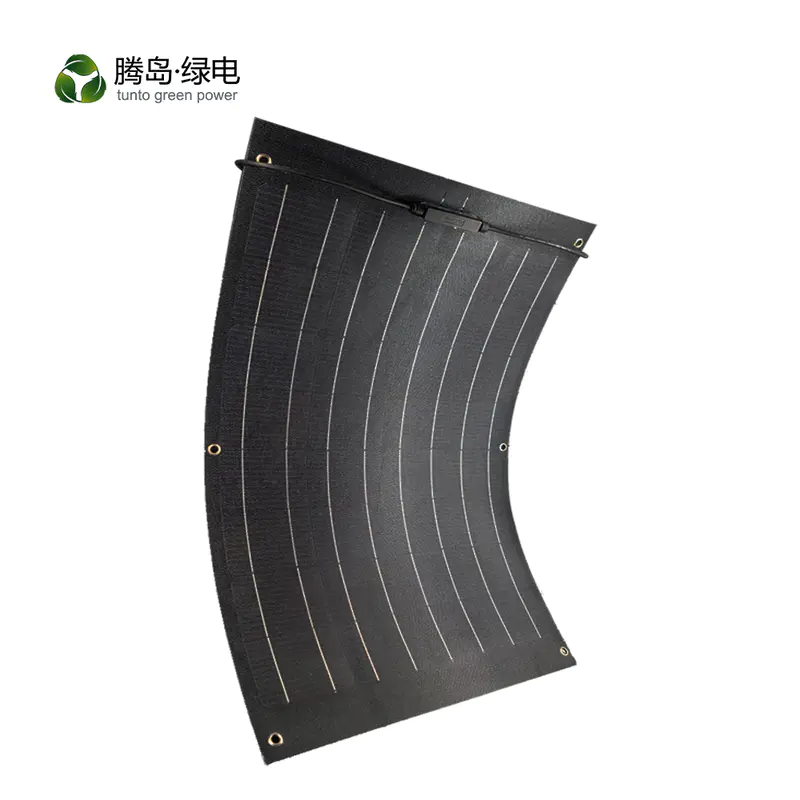
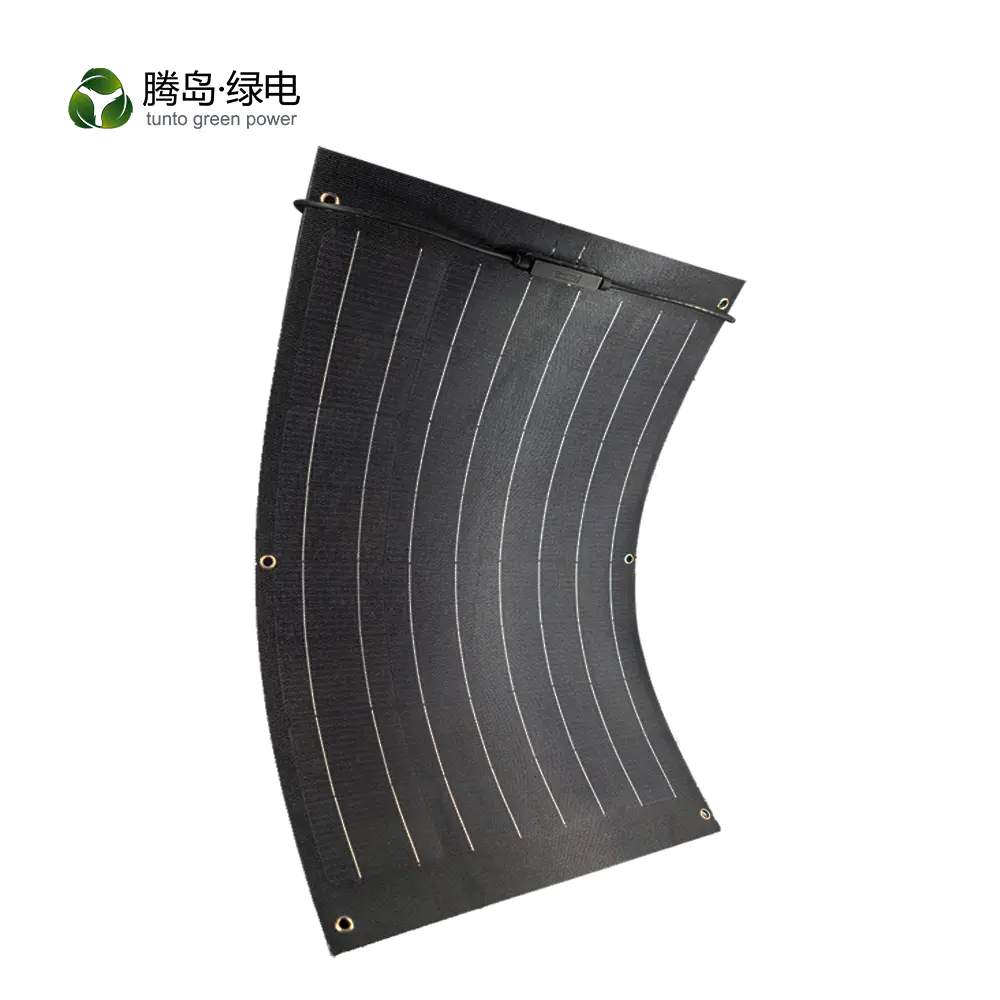
General flexible solar panels use Sunpower cells or flexible solar cell. First of all, its conversion efficiency will be higher than that of Mono polycrystal, and second, its bending degree is 15°-20°









Room 3502, Onelink International Plaza, No. 39 Jiefang South Road, Yuexiu District, Guangzhou, China
Contact:Miko Li
TEL.:+86 15013192001
Email:miko@tunto.cn
All copyright © 2018 GUANGDONG TUNTO GREEN POWER technology co., LTD. | all rights reserved
Hello, please leave your name and email here before chat online so that we won't miss your message and contact you smoothly.











